“客戶至上,誠信經營”
用我們的真誠和汗水,以求發展,共創未來!
 訂購熱線電話: 訂購熱線電話: |
| 183-0327-6345 |
“客戶至上,誠信經營”
用我們的真誠和汗水,以求發展,共創未來!
| 訂購熱線電話: |
| 183-0327-6345 |

河北大東管道防腐保溫工程有限公司
聯系人:王錦宇
手機:18303276345
地址:河北省滄州市孟村希望新區
網址:www.cnxinghe.com
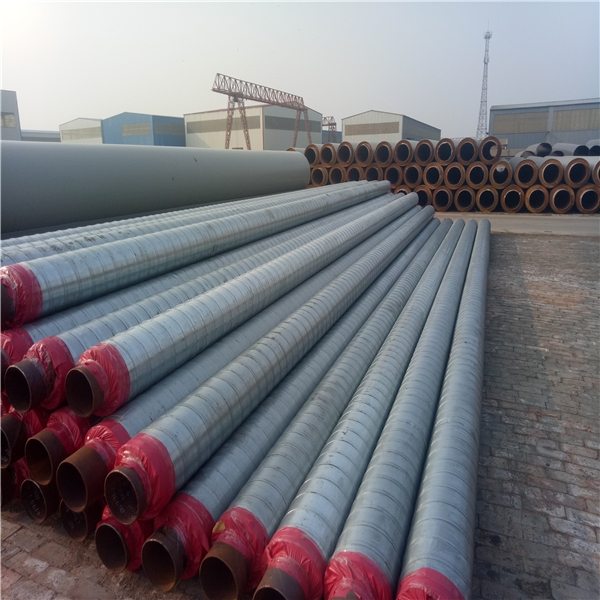
3PE防腐技術綜合了環氧涂層與擠壓聚乙烯兩種防腐層的優良性能,將環氧涂層的界面特性和耐化學特性與擠壓聚烯防腐層的機械保護特性等優點結合起來,從而顯著改善了各自的性能。其特點:機械強度高、耐磨損、耐腐蝕、耐熱、耐冷、可應用于150度介質中,在寒冷地帶均適應。因此,3PE防腐層是理想的埋地管線外防護層。據權威部門檢測,用3PE防腐技術的埋地管道壽命可長達50年。靜電噴涂3PE防腐鋼管密封性檢測技術,3PE防腐鋼管聚乙烯三層結構防護層又稱三層PE(3PE),是近幾年從國外引進的先進的防腐技術。它的全稱為熔結環氧/擠塑聚乙烯結構防護層,結構由以下三層組成:底層為熔結環氧(≥80μm);中間層為膠粘劑(170—250μm);面層為擠塑聚乙烯(約2mm)。防護層總厚度約1.8-3.7mm。在三層結構中,熔結環氧粉末涂層的主要作用是:形成連續的涂膜,與鋼管表面直接粘結,具有很好的耐化學腐蝕性和抗陰極剝離性能;與中間層膠粘劑的活性基團反應形成化學粘結,保證整體防腐層在較高溫度下具有良好的粘結性。中間層通常為共聚物粘結劑,其主要成分是聚烯烴,目前廣泛采用的是乙烯基共聚物膠粘劑。共聚物膠粘劑的極性部分官能團與熔結環氧粉末涂層的環氧基團可以反應生成氫鍵或化學鍵,使中間層與底層形成良好的粘結;而非極性的乙烯部分與面層聚乙烯具有很好的親合作用,所以中間層與面層也具有很好的粘結性能。
燃氣輸送3PE防腐鋼管外防腐層檢測技術及方法,3PE防腐鋼管,原材料采用世界頂級耐磨橡膠板,利用先進的管道冷粘工藝,將其冷粘技術及產品應用于橡膠與鋼管之間的粘接,以普通鋼管作為鋼架材料,以耐磨性能優異的橡膠作為襯里層,將金屬特性和橡膠特性合二為一,形成了剛柔相濟的管路設備,具有高耐磨、耐水錘沖擊、緩結垢、粘接強度高、運行阻力小、輸送介質廣、使用壽命長、節電節材等優點,減小輸送介質對管壁的沖擊磨損,可以用于礦山的原礦、精礦、尾礦礦漿輸送管路,燃煤電廠輸灰管路,水泥系統等行業的帶有固體顆粒的液體輸送管路。3pe防腐層可以使燃氣管道常年埋入地下正常運作而不腐蝕損壞,保證燃氣管道的安全運行。雖然3pe防腐鋼管作為防腐管道中價格最高的防腐管道之一 3pe防腐螺旋鋼管,但是從它的后期維護費用和使用周期的優勢是其它埋地防腐管道是無法比擬的,后期的價值絕對值得前期的投資,青島石油管道爆炸事件給人們帶來了一定的驚嚇與市民的恐慌。在人口較為稠密的城市當中3pe防腐鋼管的強度和和絕緣性,安全性更為突出,保證天然氣管道安全運行必須使用3pe防腐鋼管
關于3pe防腐鋼管壁厚不均的改善措施該文章,我公司3pe防腐鋼管廠家結合自己的多年的生產經驗及查閱大量資料文獻發表自己對3pe防腐鋼管壁厚不均的改善措施話題不同的見解。
1、螺旋狀壁厚不均
成因是:
1)穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的壁厚不均,一般沿3pe防腐鋼管的全長呈螺旋狀分布。
2)在軋制過程中定心輥打開過早、定心輥調整不當以及頂桿抖動等造成的壁厚不均,一般沿3pe防腐鋼管全長呈螺旋狀分布。
措施:
1)調整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數調整軋管機。
2)針對第二種情況,根據毛管出口速度調整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成壁厚不均。定心輥開口度需要根據毛管直徑的變化作適當調整,并考慮毛管跳動量的大小。
2、直線狀壁厚不均
成因:
1)芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,造成壁厚不均甚至拉凹缺陷。
2)連軋軋輥間隙過小或過大。
3)軋管機中心線偏差。
4)單、雙機架壓下量不均,會造成3pe防腐鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。
5)安全臼斷裂,內外輥縫差大,會造成3pe防腐鋼管直線型非對稱偏差。
6)連軋調整不當,堆鋼、拉鋼軋制會造成直線型壁厚不均。
措施:
1)調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。
2)更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。
3)用光學對中裝置調整軋制中心線,年度大修時必須校正軋管機中心線。
4)及時更換安全臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換。
5)連軋時,要避免拉鋼、堆鋼。
3、頭、尾部壁厚不均
成因:
1)管坯前端切斜度、彎曲度過大、管坯定心孔不正易造成鋼管頭部壁厚不均。
2)穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。
3)穿孔機拋鋼不穩定易造成毛管尾部壁厚不均。